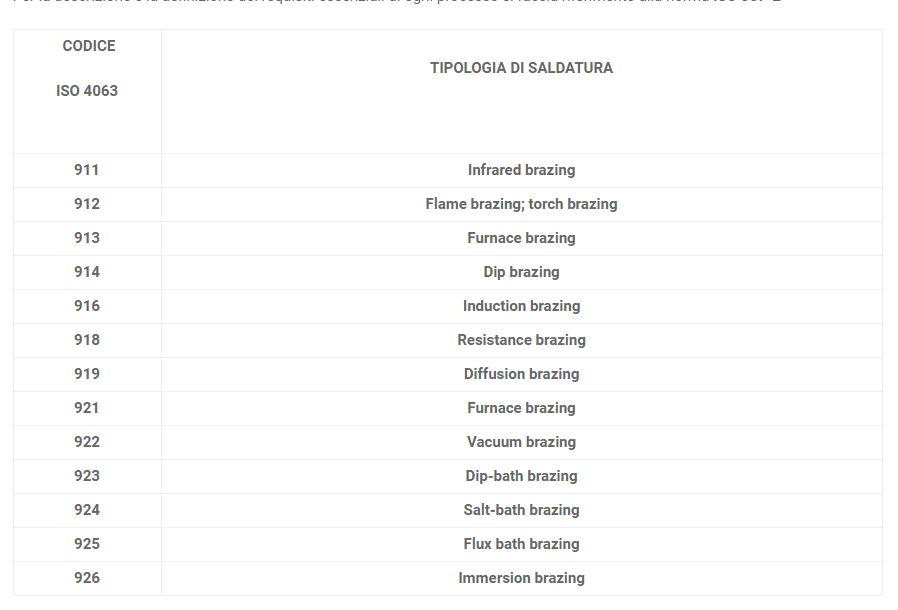
Di seguito riportiamo uno schema della Codifica dei procedimenti di brasatura forte definiti dalla normativa ISO 4063.
Per la descrizione e la definizione dei requisiti essenziali di ogni processo si faccia riferimento alla norma ISO 857-2.
La prova di qualificazione deve essere eseguita su lamiera o su tubo.
- Il test di qualificazione su LAMIERA abilita solo le attività di brasatura su LAMIERA
- Il test di qualificazione su TUBO abilita solo le attività di brasatura su TUBO
Le prove di qualificazione devono essere eseguite su saldature testa a testa BW o giunti a sovrapposizione .
- Il test di qualificazione su BUTT JOINT (TESTA A TESTA ) abilita solo le attività di brasatura su BUTT JOINT (TESTA A TESTA )
- Il test di qualificazione su OVERLAP JOINT (GIUNTI A SOVRAPPOSIZIONE ) abilita solo le attività di brasatura su OVERLAP JOINT (GIUNTI A SOVRAPPOSIZIONE).
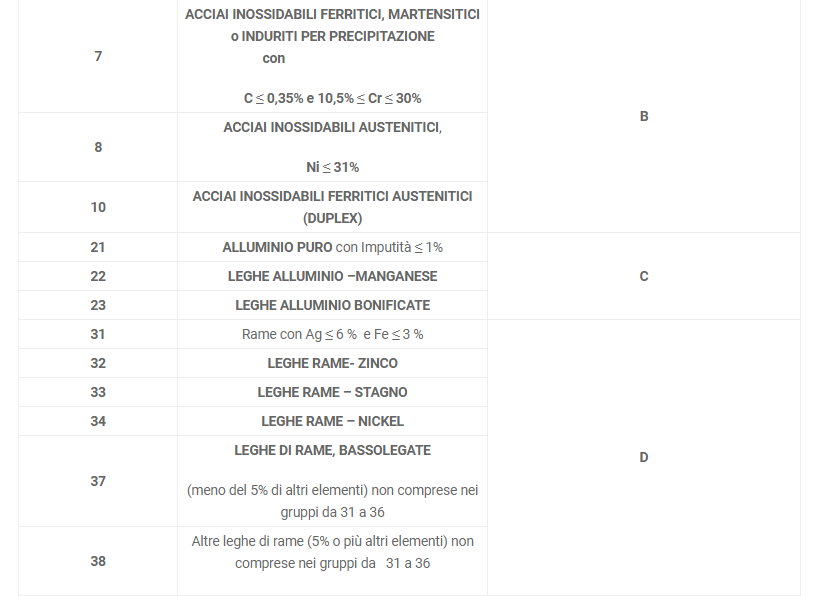
Si riportano i gruppi di materiali base contemplati da questa norma in accordo con la ISO TR 15608. La norma raggruppo parte di questi gruppi attraverso MACROGRUPPI definiti tramite le lettere dell’alfabeto che vanno dalla A-F
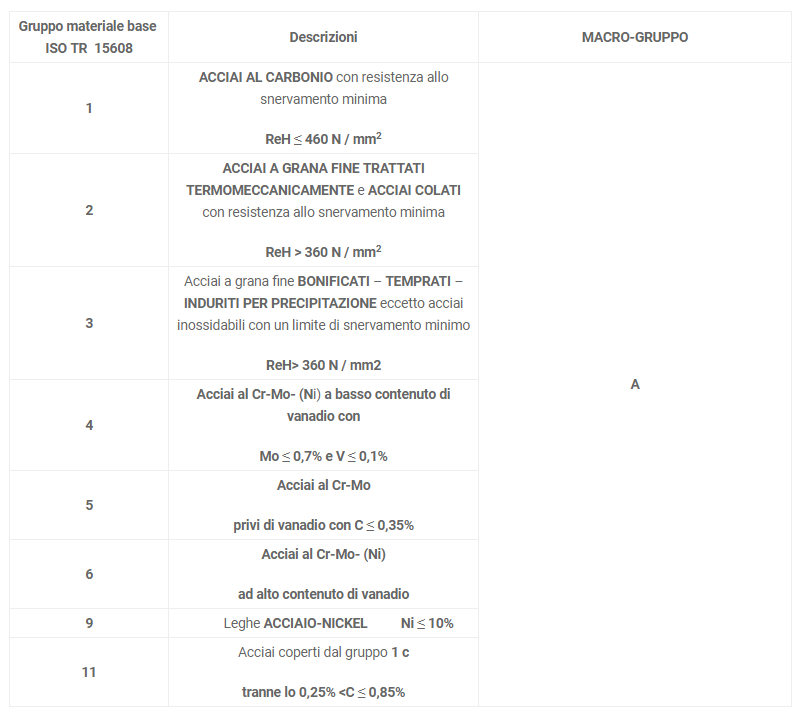
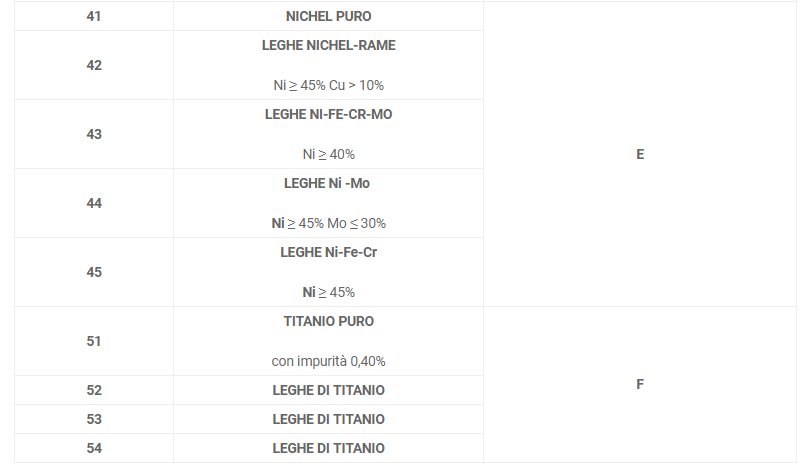
I principi generalmente seguiti sono:
- il test di qualificazione su un materiale facente parte di un macro-gruppo copre l’attività di brasatura forte su un qualsiasi altro materiale facente parte lo stesso macro-gruppo;
- il test sul gruppo B copre tutte le attività di brasatura forte sul gruppo B ed A nonchè la le attività di brasatura forte tra materiale del gruppo A e B.
Per tutte le altre informazioni riguardanti il campo di validità dei gruppi di materiali per le attività di brasatura forte tra materiali dissimili si faccia riferimento alla tabella 3 del punto norma 5.5
Per quanto riguarda i consumabili vengono fatte le seguenti considerazioni:
- la qualifica è valida per l’utilizzo di tutti i materiali d’apporto compatibili con il gruppo del materiale d’apporto utilizzato durante il test di qualificazione;
- il test di qualificazione con un FACE FED (applicazione manuale esterna ) abilita le attività di brasatura di tipo FACE FEDe PRE-PLACED ( Applicazione attraverso un pre-inserimento );
- il test di qualificazione su PRE-PLACED abilita solo le attività di brasatura con PRE-PLACED.
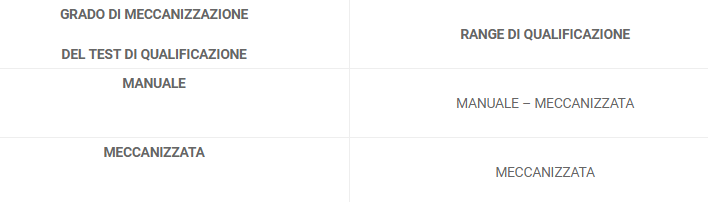
I campi di validità:
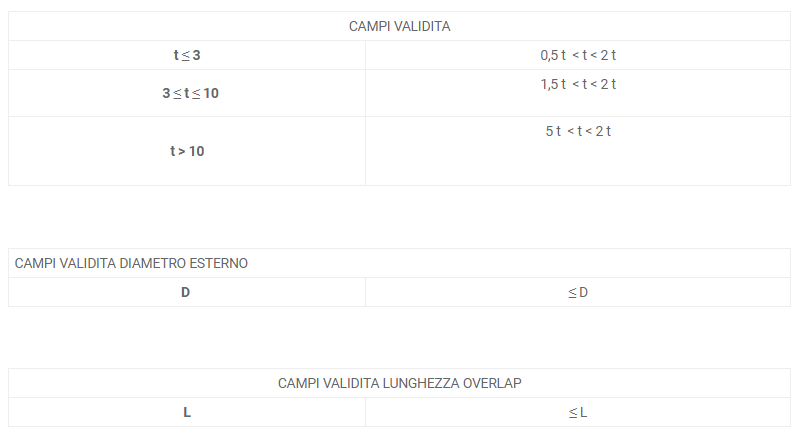
Vengono fatte le seguenti considerazioni:
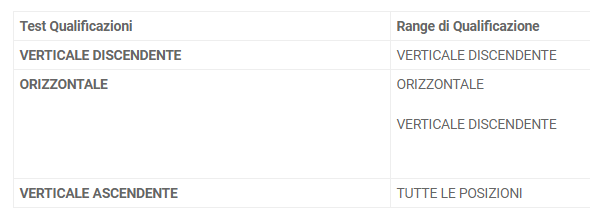
Vengono fatte le seguenti considerazioni: